
Domov
>
produkty > Plastové extrudéry
> Strojní linka na vytlačování plastových panelů
>
Stroj na výrobu dřevěných plastových kompozitních profilů







Stroj na výrobu dřevěných plastových kompozitních profilů
Popis výrobku
Stroj na výrobu dřevěných plastových kompozitních profilů
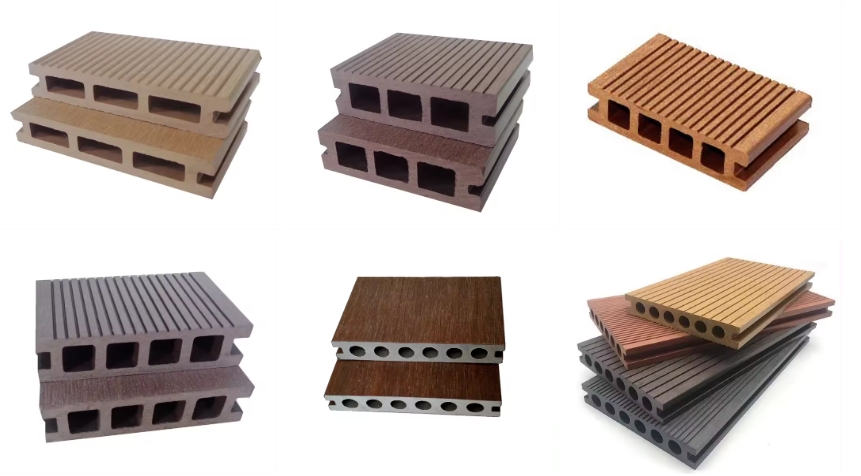
1. Stroj na výrobu podlah WPC lze použít k výrobě podlah WPC, plotů, altánů, laviček, odpadkových košů atd.
2. Stroj na výrobu podlah WPC se skládá hlavně ze šnekového podavače, kónického dvoušnekového extrudéru SJSZ65/132, formy, vakuového nastavovacího stolu, řezacího stroje a stohovače.
3.Výměnou různých forem lze k výrobě WPC profilů použít stejnou výrobní linku.
Odeslat dotaz
Popis výrobku
Stroj na výrobu dřevěných plastových kompozitních profilů
Stroj na výrobu dřevěných kompozitních podlahových profilů
1. Průběh procesu:
A. Připravte si ingredience a promíchejte.
b. Rovnoměrně promíchané materiály vložte do násypky extrudéru přes automatický šnekový podavač.
C. Poté, co je materiál vložený do násypky extruderu roztaven a změkčen extrudérem, je vtlačen do vakuového tvarovacího zařízení přes vytlačovací hlavu.
d. Materiál vytlačovaný skrz vytlačovací hubici je posílán do vakuového tvarovacího zařízení, ochlazen a tvarován cirkulující chladicí vodou.
E. Vychlazené dřevoplastové panely speciálního tvaru jsou vytahovány traktorem a posílány do řezacího stroje.
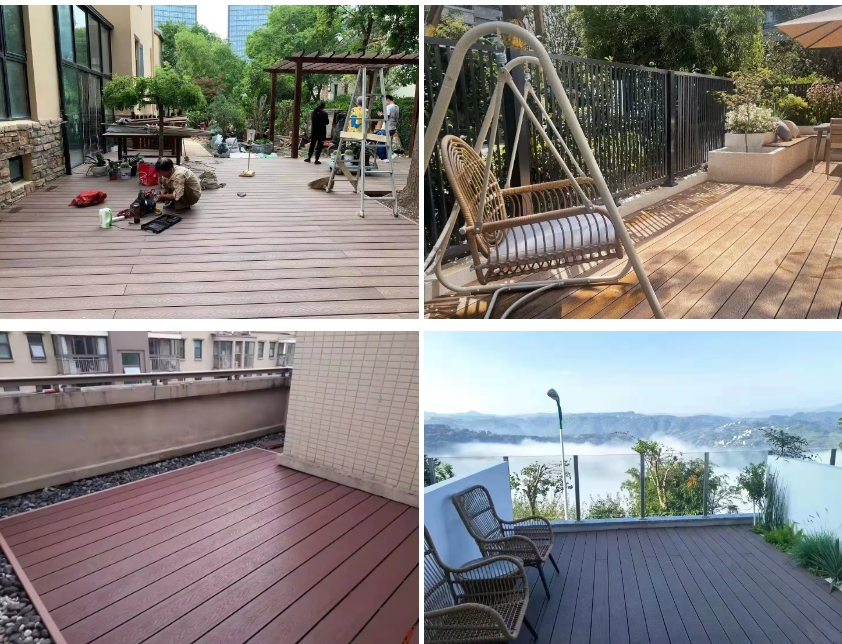
2. Praktická aplikace:
Dřevoplastové podlahové obložení se může vyhnout nevýhodám tradičních dřevěných dekorativních materiálů a během používání nebudou žádné problémy, jako je praskání a deformace.
A co víc, WPC je také retardér hoření, takže je ideální pro vnitřní i venkovní instalace. Dřevoplastová podlaha může nejen nahradit nedostatky tradičních materiálů, ale také prodloužit životnost a snížit aplikační náklady panelů.

Final product Použití konečného produktu
| model extruderu | Výstup vytlačení | výkon hlavního motoru | rychlost šroubu | Chlazení mimo hlaveň | materiál šroubu | Materiál hlavně |
| SJZS 51/105 | 100-150 kg/hod | 18,5kw; AC motor | 38,4 ot./min | 400w × 3 větrný ventilátor | 38CrMoALA a prostřednictvím vysokoteplotní nitridační úpravy. Hloubka nitridace: 0,5-0,6 Tvrdost (HV): 740-940 Drsnost povrchu ≤ 0,8um | 38CrMoALA a prostřednictvím vysokoteplotní nitridační úpravy. Hloubka nitridace: 0,4-0,7 Tvrdost (HV): 740-940 Drsnost povrchu ≤ 0,8um |
| SJZS 55/110 | 180-280 kg/h | 22 kW; AC motor | 38,4 ot./min | 400w × 3 větrný ventilátor | ||
| SJZS 65/132 | 300-350 kg/h | 37 kW; AC motor | 38,4 ot./min | 550w × 3-větrný chladicí ventilátor | ||
| SJZS 80/156 | 400-450 kg/h | 75 kW; AC motor | 40 ot./min | 550w × 5 větrný ventilátor |
Hot Tags: Stroj na výrobu dřevěných plastových kompozitních profilů, Výrobci, Dodavatelé, Čína, Továrna, Nízká cena, Koupit, Kvalita
Štítek produktu
Související kategorie
Strojní linka na vytlačování plastových panelů
Linka na výrobu plastových trubek
Strojní linka na vytlačování profilů WPC PE PVC
Výrobní linka podlah SPC LVT
Odeslat dotaz
Neváhejte a napište svůj dotaz do formuláře níže. Odpovíme vám do 24 hodin.








X
Používáme cookies, abychom vám nabídli lepší zážitek z prohlížení, analyzovali návštěvnost webu a přizpůsobili obsah. Používáním tohoto webu souhlasíte s naším používáním souborů cookie.
Zásady ochrany osobních údajů